




| 弯曲最大弯曲长度á28 500 mmá
厚度áá1~250 mm
鹅颈管áá1 500 mm
材料áá钢、不锈钢、铝
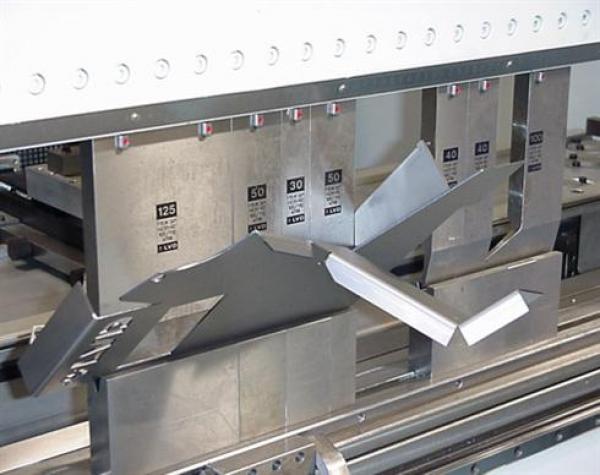
设备áá6种型号折弯机: 2x 15 000、7 500、6 350、4 000、3 000、2 000
作业能力 5.700吨á 编程C.N.图表
制造平面特殊外形,
原型与系列,加工作业。
á
弯曲工艺
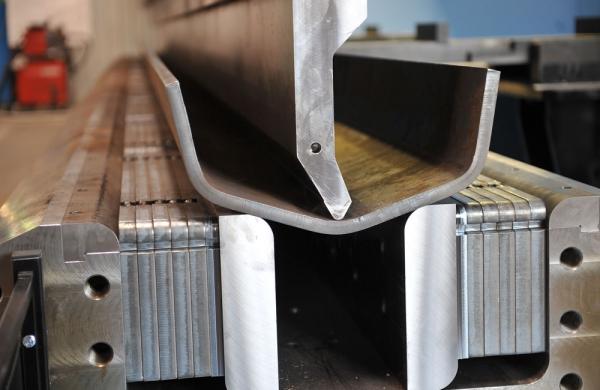
空折
空折是一种利用了工具的三点位置的工艺:
-V形凹模的两个棱边
-冲头端
凹模的形状并不重要。V形之所以被采用,是因为它是最经济和最耐用的一种形状。在加工中,纤维中性层并没有被拉长,金属保留了其弹性变形区。考虑到板材的回弹,因此必须加大折弯角度。
通常对于90度的折弯,凹模和冲头的角度为85度。加工所得到的内半径大约是所使用V形宽度的六分之一。(冲头自身超出半径的情况除外)。
应采用的吨位可以根据折弯计算公式加以确定(加大15%到20%),也可以根据一些数据,通过数控装置直接确定,如:板材厚度、板材机械抗拉力、折弯长度和V形的开口。
V形宽度为板材厚度8到12倍时的加工效果最佳。
值得注意的是,对于有些硬或很硬的板材,如内半径过小,工件的机械抗拉力将大大降低,折弯处的外部将受到较大的拉伸力。
与实折相比,空折所需要的机器功率要较低一点,应采用的吨位与V形开口的大小成反比。此外,只使用一套工具便可以实现不同角度的折弯。
以下可变因素将对弯折角度产生影响:
-钢板厚度公差
-材料弹性特性,在同一板材上不同的弯折点上会有相应变化,在板材的边缘尤其如此。它也会因轧制方向的差异而产生变化。
-档板与滑块的抗弯强度会在中心产生一个不如支架水平面那么稳固的角,为实现精确弯折,需要配备挡板弯折机。
-对于小尺寸V形而言(薄型板材弯折),角度的不同十分重要。例如,就理论弯折90度而言,在8mm的V形中的6/100毫米的冲压变化表现为0.8度。
弯折工艺
弯折板材拉伸计算。
在实际操作中并没有绝对的公式,规则随着不同的弯折参数及板材的特性而定,不过,我们可以通过以下因素确定拉伸度。
在板材的弯折部分,未变形纤维层(中性层)不再处于厚度中,它已转移到了折弯处的内侧。(参考下表):
中性层半径等于:r + ke 。下表给出了k的值,符合DIN 6935标准:
r/e > 0.65 >1 >1.5 >2.4 >3.8 k 0.3 0.35 0.4 0.45 0.5
弯折板材拉伸长度(L)以下列公式计算:
á L = A + B - C |
|





")