Abkanten maximale Länge Kante 28 500 mm
Dicke 1 bis 250 mm Schwanenhals 1 500 mm Material Stahl, Edelstahl, Aluminium Ausrüstung : 7 Abkantpressen : 2 x 15 000, 7 500, 6 350, 4 000, 3 000, 2 000 Leistung 5.700 Tonnen Programmierung CN-Graphik
Umsetzung Spezielle Profile gemäß Zeichnungen,
Prototypen und Serien,
Maßarbeit.
Abkanttechnik
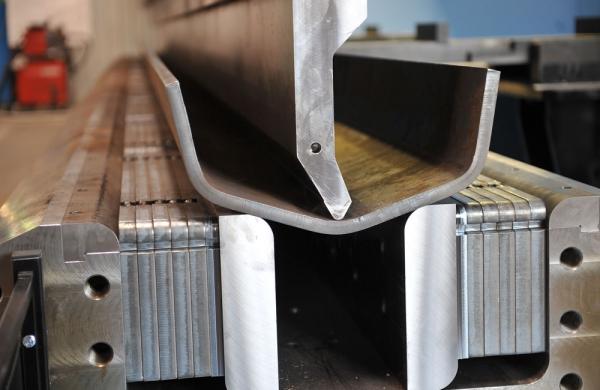
Luftbiegen
Luftbiegen ist eine Technik, bei der drei Werkzeugpunkte eingesetzt werden:
- die zwei Kanten der V-Nut
- das Ende des Stempels
Die Form der Matrize ist unwesentlich. Die V-Nut wurde gewählt, weil es die Form ist, die am wirtschaftlichsten umgesetzt werden kann und die höchste Widerstandsfähigkeit besitzt. Die neutrale Achse wird nicht verlängert. Das Metall behält die Stelle der elastischen Verformung bei. Daher muss man es stärker abkanten als
den gewünschten Winkel, damit die elastische Verformung des Bleches berücksichtigt wird. Generell werden beim Abkanten im 90°-Winkel die Matrizen und
Stempel auf 85° dimensioniert. Der erzielte Innenradius entspricht etwa 1/6 der Länge der verwendeten V-Nut (es sei denn, der Stempel allein hat schon einen größeren Radius). Die zu verwendende Tonnage wird ausgehend von der Deckplatte des Abkantens bestimmt (von 15 auf 20 % zu erhöhen), oderdirekt durch
die digitale Steuerung ausgehend von den Daten: Blechdicke, mechanischer Widerstand des Blechs, Abkantlänge und Breite der V-Nut.
Die besten Ergebnisse erreicht man mit V-Nuten mit einer Breite, die etwa 8 bis 12 Mal der Dicke des Blechs entspricht. Es ist darauf hinzuweisen, dass bei mitteldicken und dicken Blechen ein zu kleiner Innenradius die mechanische Widerstandsfähigkeit des Stücks beträchtlich verringert; da die Außenzone der Kante um Einiges gestreckt wird. Beim Luftbiegen ist eine im Vergleich zum Prägebiegen geringere Maschinenkapazität erforderlich, da die verwendete Tonnage sich umgekehrt proportional zur Breite der V-Nut verhält. Außerdem können mit einem einzigen Werkzeug verschiedene Winkel
umgesetzt werden. Für eine definierte Einstellung wird der erreichte Winkel durch die folgenden veränderlichen Elemente beeinflusst:
- Toleranz der Blechdicke
- Elastizität des Materials, die an verschiedenen Abkantstellen des Bleches unterschiedlich sein kann, besonders
an den Blechkanten. Die Elastizität ist außerdem je nach Walzrichtung unterschiedlich.
- Biegung des Abdeckblechs und Schiebers, was in der Mitte einen weiteren Winkel ergibt als auf Höhe der Ständer, wo
es für präzises Abkanten notwendig ist, die Maschinen mit einem gewölbtem Abdeckblech auszustatten.
- Bei kleinen V-Nuten (Abkanten von dünnen Blechen), sind die Winkelunterschiede beträchtlich. So entspricht beispielsweise ein Unterschied der Eindringtiefe in eine 8 mm-V-Nut von 6/100 Millimeter für eine Kante
im 90°-Winkel etwa 0,8° .
Abkanttechnik
Berechnung der Blech-Evoluten für das Abkanten.
Es existiert keine allgemeingültige Formel, sondern die Formeln sind je nach den verschiedenen Abkantparametern und Blecheigenschaften unterschiedlich. Dennoch können die Evoluten anhand der folgenden Elemente bestimmt werden:
Im abgekanteten Teil des Blechs befindet sich die nicht verformte Achse (neutrale Achse) nicht mehr in der Mitte der Dicke, sondern ist in Richtung der Innenseite der Kante verschoben (siehe Schema unten) :
Der Radius der neutralen Achse entspricht: r + ke. Im Folgenden sind die Werte von k gemäß der Norm
DIN 6935 aufgeführt: r/e > 0.65 >1 >1.5 >2.4 >3.8 k 0.3 0.35 0.4 0.45 0.5
Die gestreckte Länge (L) des abgekanteten Bleches ergibt sich folgendermaßen:
L = A + B - C | 




")